大型核心铸件国产化生产上的应用
吴铁明 沈惠珍
(上海宏钢电站设备铸锻有限公司)
1.前言
2005年上半年,宏钢公司铸钢分公司造型车间树脂砂改造项目正式启动,为了进一步摸索及优 化树脂砂的性能,降本增效以及进行技术储备,技术开发部开展了一系列的试验工作。经过综合比较, 选取二家公司的产品用于生产,其中一家是济南圣泉集团股份有限公司生产的JF一103碱性酚醛树 脂及配套固化剂,并于2007年宏钢公司1000MW超超临界机组及重型燃机核心铸件国产化自主技术创新过程中获得圆满成功。
2.产品简介
圣泉公司生产的JF一103碱性酚醛树脂及配套固化剂,其主要特点如下: l)树脂不含N,固化剂不含S、P,避免铸件表面产生增S、组织恶化、铸件热裂、N气孔等缺陷。 2)该硬化体系在高温下有热塑性和二次硬化过程,因此,可大大减少铸钢件的裂纹和毛刺缺陷。 3)该工艺在混砂、造型、制芯和浇注过程中,不产生有害和有刺激性气体,明显改善了劳动条件。 4)生产的铸件尺寸精度高,轮廓清晰,表面光洁,减少清砂工时,提高劳动效率。JF一103碱性酚醛树脂及配套固化剂的主要技术指标见表1和表2。
型砂的可使用时间和起模时间与环境温度和固化剂种类有关,与固化剂加人量关系不大。为了满足不同脱模时间的要求,不同型号的固化剂可以混合使用,按照不同比例把不同种类固化剂进行搭配使用,以达到最佳的固化速度。
3.部分工艺性能试验
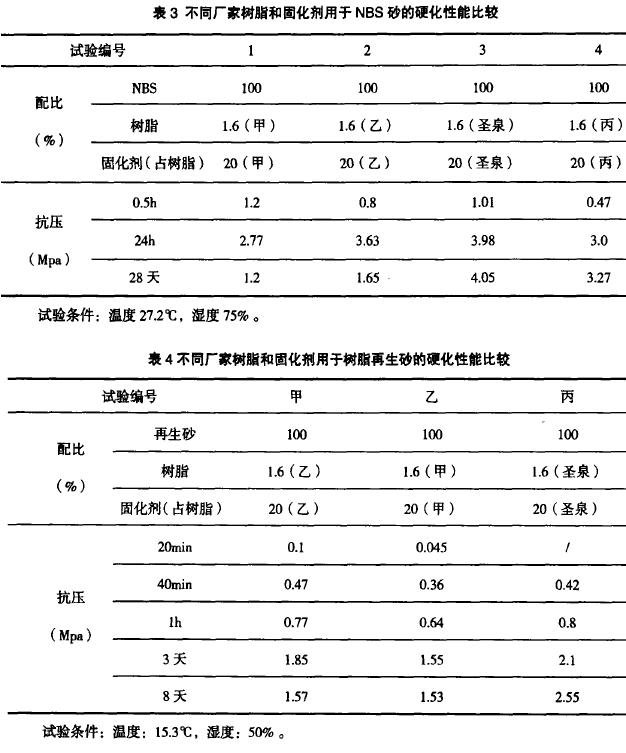
3.1 四个不同厂家树脂和固化剂用于NBS砂的硬化性能比较
试验选取四个厂家的树脂和固化剂,用标准砂做硬化性能试验,试验结果见表3。试验结果显示: 终期强度4号最高,1号最低;存放28天后,l号和2号强度均有不同程度下降,而3号和4号却略有 上升;本次试验因为采用不同厂家不同型号固化剂,所以硬化速度没有可比性。
3.2 不同厂家树脂和固化剂用于树脂再生砂的硬化性能比较
试验选取甲、乙、丙的树脂和固化剂,用树脂再生砂做硬化性能试验,试验结果见表4。试验结果显示:终期强度丙最高,甲最低;存放8天后,甲和乙的终期强度有所下降,而丙却有上升。它们在树脂再生砂上应用均能满足生产。
4 圣泉产品实践
为了进一步验证圣泉产品的使用效果,我们于2005年12月21日在造型车间中小铸件 B151306002(l)伐壳、nl51017104右喷嘴室、D15loz7llo左喷嘴室、^1560151以中部喷嘴室四个铸 件共5箱上做生产试验,其中B151306002(l)伐壳为盖、底箱,其它铸件均为底箱。根据当天的天气情 况,我们采用HQG20和HQG10混合液作固化剂,其硬化性能完全符号工艺要求并适应现场造型生 产。开箱后,铸件表面光洁,也无其他因型砂造成的铸件缺陷。
圣泉产品已于2006年1月18日和2007年3月13日开始分别在10吨混砂机(中小型铸件)和 20吨混砂机(大型铸件)生产中使用至今,未出现质量问题,为宏钢公司生产任务的胜利完成起到应有的作用。
两年来,宏钢公司应用圣泉公司生产的JF一103碱性酚醛树脂及配套固化剂,生产出多件高难度 的铸钢件,已攻克了百万等级超超临界机组中的国产化重达51.2和62.5吨的1%中压外缸上、下半 铸件生产技术。