(1)НКНгВПЮЛЁЂНгЭЗЕФЩшМЦ
1)ОжВПЦЦЛЕЁЃШчЭМ4—26ЃЌЖдОжВПаоЭкЁЂЦЪИюГЩЦНааЫФБпаЮЃЌЯђдЫЪфДјдЫааЗНЯђЧуаБЃЌВЙЖЁгыЦЪИюВПЗжЖдгІгааБНЧЁЃ
2)ЫКСбаЭЫ№ЛЕЃЌШчЭМ4—27ЫљЪОЁЃНКНгВПЮЛгІСНУцЭкВЙЃЌЦфЩЯВЙЖЁвЊДѓгкЯТВЙЖЁЃЌЗжБ№гыаоЭкВПЮЛЮЧКЯЁЃВЙЖЁДгЯрЭЌ
3)НгЭЗЕФНКНгЃЌвЊгУНзЬнДюНгЕФаЮЪНЁЃВЮМћЭМ4—28ЁЃЯТЦЌАДНКДјдЫааЗНЯђСєГЄБпЃЌЩЯЦЌгыЦфЮЧКЯЃЌНгЭЗвЊгаЧуаБНЧЁЃВуЦЌНзЬнГпДчАДБэ4—6бЁгУЁЃДюНгГЄЖШЪЧДјПэBЕФ0·8ЁЋ1·2БЖЁЃЦЪИюНгЭЗЪБЃЌЩЯЦЌЯТУцвЊСєГі30mmЕФУцНКЁЃЖдЭЗЗьашСєГі3mmзѓгвЕФМфЯЖЃЌвдЗРжиЕўЁЃзЂвтЦЪИюЪБВЛвЊИюЩЫЯЫЮЌВуЁЃ
(2)НгЭЗБэУцДІРэЁЃеГНКУцгУФОяБДђУЋЃЌЯЫЮЌВуВаНКвЊЧхГ§ЃЌгУЦћгЭВСГ§гЭЙИЁЂЛвГОЁЃ
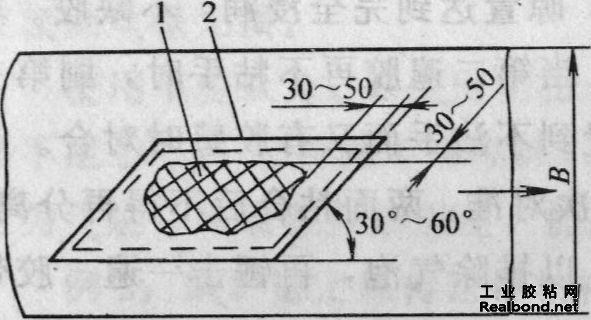

ЭМ4—26дЫЪфДјОжВПаоВЙЪОвтЭМ1вЛЦЦЫ№ВПЮЛ2вЛећаЮЗЖЮЇ 3вЛВЙЖЁ 4вЛећаЮЩюЖШ5вЛЗЋВМВу
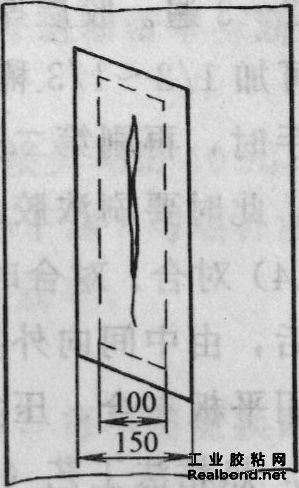
ЭМ4—27ЫКСбаоВЙЪОвтЭМ
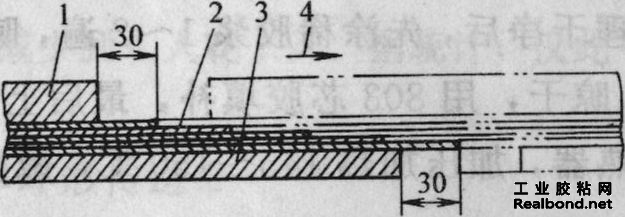
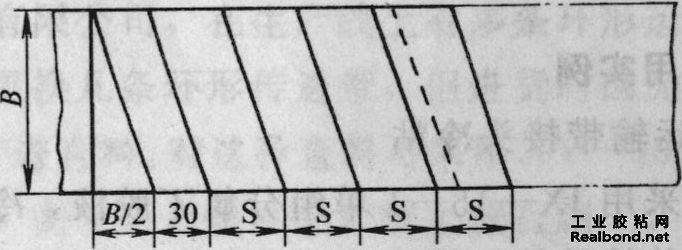
ЭМ4—28НКДјНгЭЗЦЪИюаЮЪН1вЛЩЯНКВу 2 ЯЫЮЌВу 3вЛЯТНКВу 4вЛдЫааЗНЯђ
Бэ4-6НКДјНгЭЗИюЦЪГпДч
| ДјПэBЃЏmm | ≤500 | >500ЁЋ1000 | >ЁП000ЁЋ1600 |
| НзЬнГЄЖШSВЛгІаЁгкЃЏram | 200 | 250 | 300 |
(3)бЁдёЪЪгУТШЖЁЯ№НКЕФНКеГМСЁЃЮЊСЫЬсИпЪЙгУЮТЖШЃЌЫѕЖЬСђЛЏЪБМфЃЌгІЪЪЕБМгШыЙЬЛЏМСЃЌМгШыКѓгІдк2hФкгУЭъЁЃЭПНК2ЁЋ3БщЁЃНКВуКё0ЃЎ05ЁЋOЃЎ1mmЮЊвЫЃЌШєНКЙ§ГэВЛвзЭПдШЃЌПЩМг1ЃЏ2~1ЃЏ3ЯЁЪЭМСЃЌСРжУДяЕНЭъШЋНўШѓЃЌВЛШБНКЁЃЕБВЛеГЪжЪБЃЌдйЫЂЕкЖўБщНКЃЛЕБЕкЖўБщНКдйВЛеГЪжЪБЃЌЫЂЕкШ§БщНКЃЌДЫЪБвЊЫЂХЈНКЃЌСРжУЕНВЛеДЪжЖјгжгаНКИаЪБЖдКЯЁЃ
(4)ЖдКЯЁЃЖдКЯЪБвЊвЛДЮЖдзМЃЌСНУцеГКЯКѓВЛЕУдйЗжРыЁЃЖдКЯКѓЃЌгЩжаМфЯђЭтЭЦбЙЃЌвдХХГ§ЦјХнЃЌдйДИЛївЛБщЁЃНКДјСНУцгУЦНАхКЯЁЂбЙЪЕЁЃО2ЁЋ4hЙЬЛЏЁЃ
(4)ЖдКЯЁЃЖдКЯЪБвЊвЛДЮЖдзМЃЌСНУцеГКЯКѓВЛЕУдйЗжРыЁЃЖдКЯКѓЃЌгЩжаМфЯђЭтЭЦбЙЃЌвдХХГ§ЦјХнЃЌдйДИЛївЛБщЁЃНКДјСНУцгУЦНАхКЯЁЂбЙЪЕЁЃО2ЁЋ4hЙЬЛЏЁЃ