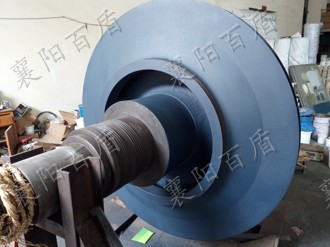
2017年11月,河北某钢铁公司检修期间发现风机叶轮磨蚀穿孔,特选取襄阳市百盾防护涂层材料有限公司生产的BD7091风机叶轮专用耐磨防腐涂层修复。现场对风机叶轮的叶片表面检查,发现磨损最严重的部位已成豁口状(局部磨穿),稍严重部位已磨成薄刃状,其它部位的表面磨成一道道微细沟槽,因此采取相应的防护措施已十分必要。
施工工艺流程
一、叶轮表面处理:
1、将待修复部位表面喷砂处理干净或用电动钢丝刷进行打磨露出新鲜金属基材,处
理程度符合技术标准要求;
2、用专用清洗剂清洗或干抹布将机件表面粉尘擦拭干净,处理后的基材表面要求粗糙、干净、干燥。
二、配制并刷涂耐腐蚀涂层
按规定比例将 BD407两组份混合均匀,然后涂抹于待修部位,胶层厚度1~2mm。
三、涂敷专用耐磨底涂
待耐腐蚀底涂固化后,按规定比例将BD4261两组份混合均匀,然后均匀涂敷于耐腐蚀涂层表面,胶层不易太厚,以1.2kg/m2为宜。
四、配制并涂敷浮风机叶轮专用耐磨涂层
在耐磨底胶固化前,严格按比例准确称量BD7091A、B两组份并混合均匀,然后涂敷于底胶表面,涂层涂到所需尺寸后表面要修复平整。
五、涂层固化:
耐磨防腐涂层在常温25℃固化24小时可投入使用,若温度低应采用加热或延长固化时间来促进固化。