0 引言
为了解决水泥厂备件的磨损问题,提高备件的硬度、耐磨性和抗冲击性,同时不花费昂贵的费用,硬面堆焊技术应运而生。采用硬面堆焊技术可以在备件表面形成高铬和铌的碳化物。经验证,采用该项技术可获得最佳的耐磨效果,堆焊水泥立磨表面的焊接效率最高。采用硬面焊接技术可以降低铸件的更换频率;因减少更换频率而降低更换费用;因采用专业化的焊接设备确保提供稳定的修复质量;因采用优异的焊接材料使产品在同等磨损条件下程度更轻、更均匀,生产效率更稳定、耐磨性与铸件相比有巨大提高[1];磨机系统综合性价比获得极大提高。
国外发达国家率先采用药芯焊丝明弧堆焊的方法,各种可改善性能的金属元素可以任意添加,使工件焊后的性能大大优于铸件性能。自保护堆焊药芯焊丝由于不需要外加气体的保护,增加了堆焊修复的灵活性。自保护药芯焊丝具有高熔敷效率、低稀释、操作方便等优点,便于进行连续操作方式的机械化自动化生产。
明弧焊工艺不会造成磨辊或磨盘焊裂,焊接过程工件的表面温度不高于90度;解决了在大型立磨修复领域是埋弧焊禁区的问题。
1 耐磨堆焊材料在水泥行业中的应用
1.1 堆焊药芯焊丝在水泥行业中的应用
焊修复用的焊丝分为实芯和药芯的两大类。其中的药芯的又分为气体保护和自保护两种。国外发达国家率先采用药芯焊丝明弧堆焊的方法,各种可改善性能的金属元素可以任意添加,使工件焊后的性能大大优于铸件性能。自保护堆焊药芯焊丝由于不需要外加气体的保护,增加了堆焊修复的灵活性。自保护药芯焊丝具有高熔敷效率、低稀释、操作方便等优点,便于进行连续操作方式的机械化自动化生产。
明弧焊工艺不会造成磨辊或磨盘焊裂,焊接过程工件的表面温度不高于90度;解决了在大型立磨修复领域是埋弧焊禁区的问题。
1.2 堆焊合金在水泥行业中的应用
1.2.1 高碳高铬合金类堆焊材料
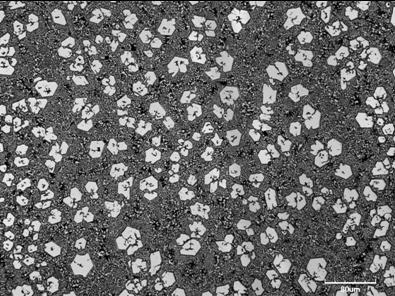
目前,立磨所使用的磨辊、磨盘分铸造部件和堆焊部件两类。这两种部件耐磨层的化学成分都属于高碳高铬合金铸铁系列,铸造件中含有一定量的Ni元素,引起它们耐磨性差异的原因在于两者的显微组织分布状态和性能的不同。在堆焊件的金相组织中,基体的显微硬度较高,达HV600—900,更主要的是组织中碳化物M7C3的硬度高达HV1300—1800(如图1所示),且碳化物在基体中分布均匀、呈较强的方向性,垂直于磨损面,为条状分布,与基体的结合强度高(如图2、图3所示)。
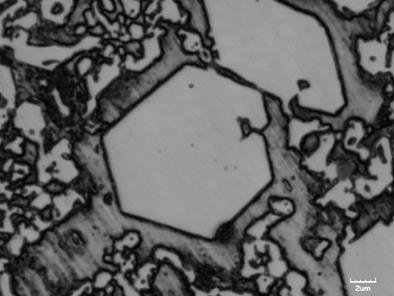
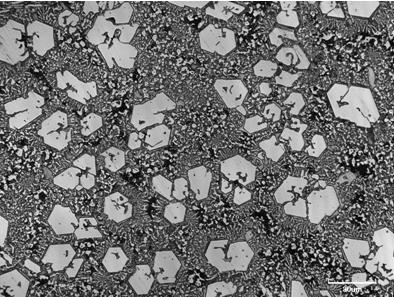
图1 高碳高铬堆焊合金中碳化物M7C3形貌